
公司新闻
基于UG和Moldflow的手机殼注塑模具优化设计
经由过程对模具打针历程的模流仿真阐发,发明浇注体系以及注塑工艺参数是实践消费过程当中发生质量不敷的次要缘故原由,并以此对模具构造停止优化,从而收缩模具消费周期,进步产物格量。
手机外壳构造庞大、消费批量大,合适选用注塑模具消費。在塑料模具注塑成型過程當中,塑料熔體在模具型腔內的活動與傳熱是一個十分龐大的物理曆程。手機殼內側有一些倒黴于開模的沿著側向以及橫向的粗大構造,使到手機殼注塑模具的打針成型曆程愈加龐大。根據傳統的模具設想辦法,只能憑仗經曆設想模具,並顛末屢次試模,不公道的構造還需重複停止修正以及調解,這一曆程缺少迷信的實際指點,招致模具消費周期長,本錢高且質量難包管。
注塑模擁有限元闡發軟件Moldflow能夠間接導入三維設想軟件UG創立的模具實體模子,經由過程對其停止網格分別以及缺點闡發,並按設想請求在Moldflow軟件中創立澆注體系以及冷卻體系,而後停止打針、保壓、冷卻、翹曲闡發等注塑仿真實驗。經由過程對各個實驗環節成果停止闡發,患上出優化的注塑工藝參數,並對模具構造停止優化,制止模具設想制作過程當中重複試、修模以及停止參數調解,進步了一次性試模勝利的多少率,極大地節省人力、物力,收縮了産物消費以及開辟的周期,低落了建造本錢,進步了成品的質量以及消費率。
使用三維設想UG軟件,創立手機殼模子如圖1所示。爲了不三維模子創立曆程以及導入曆程發生的喪失面、面的間隙過大等缺點,以IGS或STL領受格局將手機殼模子導入注塑模擁有限元闡發Moldflow軟件,同時利用Mlodflow幫助修複軟件MoldflowCADDoctor停止修複,使之更靠近理想。
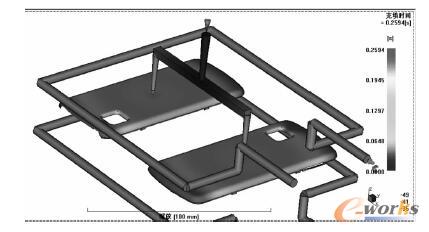
無限元闡發之前都需求分別網格,精確的網格分別決議了闡發成果的精確性。網格越細越靠近理想,固然要思索計較機設置,不公道的網格分別能夠要破費多倍的工夫。按照産物的厚度爲1妹妹,接納三角形單位開端分別網格爲1.5妹妹,結果不太幻想,進一步分別爲1妹妹,網格統計的成果很好,自在邊爲0,穿插邊爲0,婚配率高達94%,不需求進一步細化網格,只要對邊角處最大縱橫比(15%)的網格停止部分修正,修正後網格模子如圖2所示。

手機殼是全部手機的支承骨架,對電子元器件起牢固、承載以及限位的感化,殼體塑件質料選(tai-da 6003)ABS。又由于手機殼體積小,外表不克不及夠有澆口陳迹,以是挑選點澆口對稱式進澆方法,模具爲三板模,小水口,思索到服從一模能夠做反向兩腔,挑選最大鎖模力180kN、最大打針壓力280MPa的注塑機。
機殼模由于精度請求高,選用鑲塊型,因而旱路只能選用環抱型(如圖3所示)。挑選水爲冷卻介質,水溫挑選常溫25℃,冷卻水雷諾數爲6000。
按照手機殼模具質料挑選外表溫度爲50℃,熔體溫度設定230℃,頂出溫度設定88℃。請求頂出時塑件冷卻實現,流道沒必要完整冷卻,而流道恰好是最初冷卻實現的,以是頂出時解凍百分比設成80%。按照選定注塑機螺杆直徑40妹妹,冷流道的體積2.3141cm3,産物的體積9.7471cm3,塑料的固體密度1.0541g/cm3,熔體密度0.94933g/cm3,能夠計較出注塑機的總路程10.65725268妹妹。思索到注塑時候塑件以及凝料(廢物)兩頭所處螺杆在差別地位的速率是差別的(如圖四、圖5所示),確保塑料布滿型腔且沒有其余添補缺點。
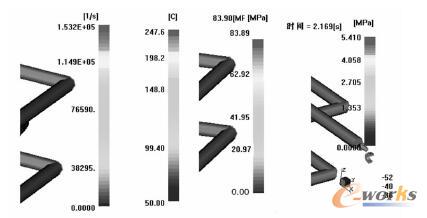
圖6 添補工夫2)最大剪切速度成果闡發如圖7所示。部分最大的剪切速度是0.25MPa(Taida ABS質料許可的最大剪切速度是0.28MPa),添補後的2.169s時模子以及流道應力都靠近0,結果幻想。同時還應分離冷卻闡發、速率切換時的壓力、壁上的剪切應力等綜合闡發。
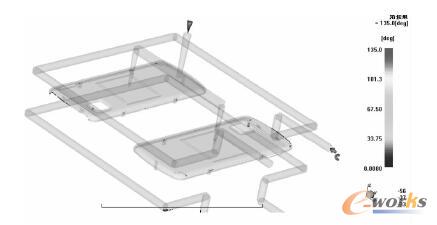
3)體積膨脹率成果闡發如圖8所示。體積膨脹率最大處在兩頭以及扣位,爲0.6%(質料的膨脹率是0.5%),變形量很小,兩頭能夠依托彈性變形以及扣位構造拉回變形。別的還招考慮其會否影響表面,外部構造會不會影響裝配等。
4)熔接痕成果闡發如圖9所示。熔接痕有兩處地位,一处在外部的骨位不影响表面,另外一处在枕位处,位于边沿且粗大,很难分辩进去,能够疏忽。
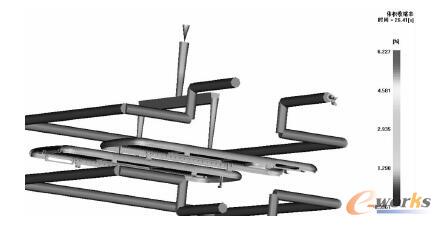
5)气穴成果阐发如图10所示。气穴发生在塑件的边沿以及中心的孔处,这是所希冀的成果,由于孔处曾经做成镶件,如许不只易于加工,还处理了此处困气的成绩。塑胶边沿的状况也相似,由于要包管加工精度把全部手机型芯做成模仁,以是不存在困气的成绩,只是请求加工时出格留意ABS质料的溢边值是0.05妹妹。
6)保压阐发如图11所示。保压时的压力以及工夫影响产物的光芒度以及能否发生缩痕以及睦痕。图中添补完毕时的压力为83.34MPa,塑件质量契合请求。
经由过程三维设想UG软件,创立了手机壳的三维实体模子,再经由过程Moldflow敌手机壳注塑历程停止可行性模仿阐发,一方面发理想际消费中的成绩,天博体育公司:另外一方面也经由过程阐发,肯定了打针工艺参数,便利调机。别的,要理解塑件的变形翘曲量以及标的目的,看能否在可以承受的范畴内,不然须停止工艺上的微调,制止潜伏的制作缺点,从而收缩模具消费周期,更快地向市场推出立异产物。
